



 |
|


PLC OTOMASYON EĞİTİMİ
PLC OTOMASYON EĞİTİMİ
PLC NEDİR ? Günümüzde en çok kullanılan otomasyon aracıdır. Öyleki Plc olmadan hemen hemen hiç bir makina çalışmaz, üretim yapılmaz. PLC ile otomasyon makinalar can verir, makinaların nasıl çalışmasını istersek öyle çalıştırır. Büyük-küçük tün otomtik çalışan makina ve benzer araçların çalışma sisteminde Plc kullanılır.
PLC cihazlarını üreten farlı firmalar var. Simens, Panasonik, S7 1200, GMT/CNT, gibi. Cihazlar küçük bir bilgisayar gibi çalışır, içinde işlemci, hafıza gibi parçaları vardır.
PLC cihazları 100$ ile 200$ arasında her yerde kolaylıkla bulunabilir. Fakat çihazı çalıtıracak KOD'u yazmak oldukça deneyim gerektirir.
PLC cihazı yaptığı işe göre çok ekonomiktir, PLC ile yapılan iş kalite ve hızlı olması bakımından çok önemlidir. Yani PLC otomasyon üretim makinalerı için vazgeçilmezdir. Dolayısyla otomasyon kodunu yazan KİŞİ vazgeçilmezdir.
PLC tarafından yapılacak her işe göre özel otomasyon KOD yazmak gerekir. Çünkü her iş birbirinden farklıdır. Her işin çalışma yöntemine çalışma programı yapılır. Yani plc programı yazan kişiye sürekli ihtiyaç vardır.
Mimtek olarak bu alandaki talebe cevap vermek için, milli eğitim bakanlığından onaylı bir kurum olarak bu alandaki eğitimi ilk defa biz vermeye başladık. PLC cihazları maksimum kapasitede çalıştıracak temel ve orta seviyede otomasyon kodu yazıp cihaza yükleyip, test etmeyi öğretiyoruz. Ayrıca eğitim sonunda sertifika veriyoruz.
Otomasyon, geleceği çok iyi olan özel bir meslek.
Geçerli bir mesleği olmayan ve mesleğini beğenmeyenler için gerçekten tavsiye ediyoruz.
Bu eğitime katılmak için temel bilgisayar bilgisine sahip olmak gerekir.
Eğitim içerikleri;
Otomatik kumanda ve devre elemanları
Temel plc programlama
Giriş elemanları (butonlar,sensörler,encoderlar,vb)
Sayı ve kodlama sistemleri.
Çıkış elemanları (motorlar,kontaktörler,valflar,röleler,scr,vb)
Plc pano montaj devre takibi
Genel dijital elektronik bilgilerinin hatırlatılması ve devre takibi
Bit, byte, word ve doubleword kavramlarının açıklanması.
Plc pano montaj uygulaması
S7 1200/Simens PLC WPL-SOFT programının kullanımı ve menüleri
PLC tanımı, giriş / çıkış bağlantıları, bit ve data adreslemeleri
Temel seviye plc eğitim notları
S7 1200 plc temel komutlar ve uygulama örnekler
S7 1200/Simens plc temel komutlar
Dijital çıkış’ın çalışması ve kesilmesi uygulamaları
Counter (sayıcı) uygulama örnekleri
Pulse komutlarının kullanımı
Tımer (zamanlayıcı) uygulama örnekleri
Compare karşılaştırma komutlarının kullanımı
PLC’de toplama, çıkartma, çarpma, bölme
PLC programı nasıl yapılmalı ?
PLC tarama sırasının önemi
S7 1200/Simens plc örnek uygulamalar
S7 1200/Simens dop panel tanıtımı ve programının menülerinin anlatılması
Panel de buton, numerik giriş, animasyon, trent, uygulamaları
Temel panel uygulamaları
PLC ve HMI panel ye uygulamaları
* 24 Yıl deneyimli, MEB ruhsatlı eğitim kurumuyuz.
* Uygun şartlarda, kaliteli ve garantili eğitimi hizmeti sunuyoruz.
* Yurt içi, yurtdışı geçerliliği olan sertifika veriyoruz.
.jpeg)
![]()
Verdiğimiz PLC Otomasyon kursları sonrası gerçekleştirilen "Makina Otomasyonları"



PLC Nedir? PLC Programlama Teknikleri ve Özellikleri
PLC Nedir?
PLC, “programmable logic controller” (Türkçe: programlanabilir lojik kontrolcü) kelimelerinin baş harflerinden oluşan bir kısaltmadır. Fabrikalarda bulunan üretim hatlarını oluşturan robot, taşıyıcı bant, pnömatik ekipman v.b. gibi makinelerin elektromekanik kontrolü için kullanılan özel bir bilgisayara verilen isimdir. Üzerlerinde tıpkı bizim projelerimizde kullandığımız Arduino mikrokontrolcü kartları gibi giriş ve çıkış bağlantıları bulunur. Bu sayede çeşitli sensörlerden gelen verinin okunması, oluşturulan program senaryosuna göre çeşitli çıkış birimlerinin (motor sürücüler, solenoid valfler v.b. gibi eyleyiciler) kontrolü ve diğer giriş/çıkış ve izleme (SCADA) birimleri ile haberleşmenin sağlanmasında görev alır.
Bildiğimiz anlamdaki mikrokontrolcü kartlarından PLC’lerin en büyük farkı, çok daha ağır fiziksel koşullarda (yüksek veya düşük sıcaklık, toz ve nem, mekanik titreşim ve darbe, elektronik parazit ve gürültü v.b.) stabilitesini koruyarak çalışabilecek şekilde tasarlanmış olmalarıdır.
PLC’nin Tarihçesi(*)
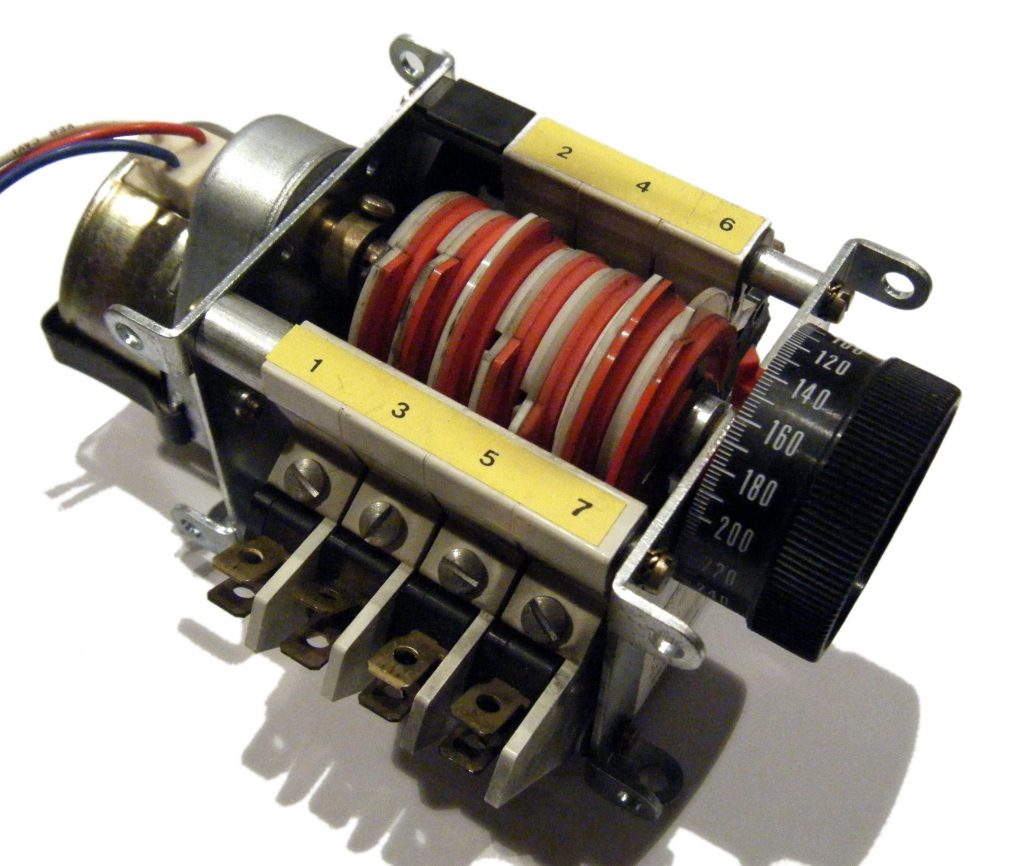
PLC’lerden önce otomasyon işlemleri için röle kartları kullanılmaktaydı. Doğru zamanda doğru kontağın açılması ve doğru makinenin çalışması için kam millerine sahip kontaktörler ve bunun gibi benzer mantıkta çalışan mekanik sıralayıcı sistemler mevcuttu.
İlk PLC örneği 1968 yılında Amerika Birleşik Devletleri’nde yer alan General Motors firmasına ait otomatik şanzıman bölümü olan Hydra-Matic, üretim hatlarında yer alan karmaşık röle sisteminin yerini alacak bir elektronik modül talebinde bulundu. Bedford Associates firması, bu talebi karşılayacak bir sistem olan MODICON (MOdular DIgital CONtroller, modüler sayısal kontrolcü) isimli ürünü sundu. Projede çalışmış olan Dick Morley, günümüzde PLC’nin “babası” olarak anılmaktadır.
Modicon markası 1977 yılında Gould Electronics firmasına satılmıştır. Daha sonra bu firmayı da Alman AEG firması satın almıştır. Günümüzde ise Modicon markasının sahibi Fransız Schneider Electric firmasıdır.
PLC Nasıl Çalışır? Nerelerde Kullanılır?
PLC’ler, mantık olarak tıpkı Arduino, PIC v.b. mikrokontrolcüler gibi programlanarak kullanılırlar. PLC’nin yapmasını istediğimiz işlevi, örneğin bir motor sürücünün kontrolünü, üzerinde yer alan giriş ve çıkışları değiştirecek şekilde programlar oluşturarak kontrol ederiz. Günümüzdeki çoğu mikrokontrolcü, giriş/çıkış gerilimi olarak 3.3V veya 5V seviyelerini kullanır. PLC’lerde ise bu gerilim 24V seviyesindedir.

PLC’lerin içerisinde tıpkı bilgisayarlarımzda olduğu gibi bir işlemci, programların saklanması ve çalışması için gerekli RAM ve ROM bellekler, giriş/çıkış modülü, haberleşme modülleri gibi bileşenler bulunur. PLC’nin en büyük özelliği ise, verilen program komutlarının gerçek zamanlı olarak işlenmesi, ve mümkün olan en kısa süre içerisinde giriş/çıkış ve haberleşme gibi dış dünya ile bağlantılı modüllere gönderilerek fonksiyonların gerçekleşmesini sağlamasıdır. Böylelikle zamanlamanın kritik olduğu endüstriyel uygulamalarda kullanılabilirler.
Bir PLC’nin çalışma mantığı şu şekildedir: Girişler okunur ve girişlerin okunduğu andaki lojik değerleri (1 veya 0) hafızada kaydedilir. Yazılan programa göre bu girişler yorumlanır. Gerekli haberleşme işlemleri yapılır ve programlanan çıkışlar yine lojik 1 veya 0 (24V veya 0V ile ifade edilir) olacak şekilde ayarlanır. Yukarıdaki paragrafta bahsettiğim gibi bu işlem oldukça kısa bir sürede (milisaniyeler mertebesinde) gerçekleşir.
PLC’lerin röle tabanlı lojik devrelerin yerini aldığından bahsetmiştik. Bu sebepten dolayı PLC’ler programlanırken sıklıkla ladder logic adı verilen açık ve kapalı anahtar sembollerinden oluşan bir programlama dili kullanılır. Bu dil, elektrik teknisyenlerin çok üst düzey bilgisayar programlama bilgisine sahip olmasına ihtiyaç kalmadan, basit bir yapı ile PLC programlayabilmeleri için geliştirilmiştir. Daha gelişmiş kullanıcılar için bilgisayar programlamada kullandığımız C diline benzer diller ile de PLC programlamak mümkündür.
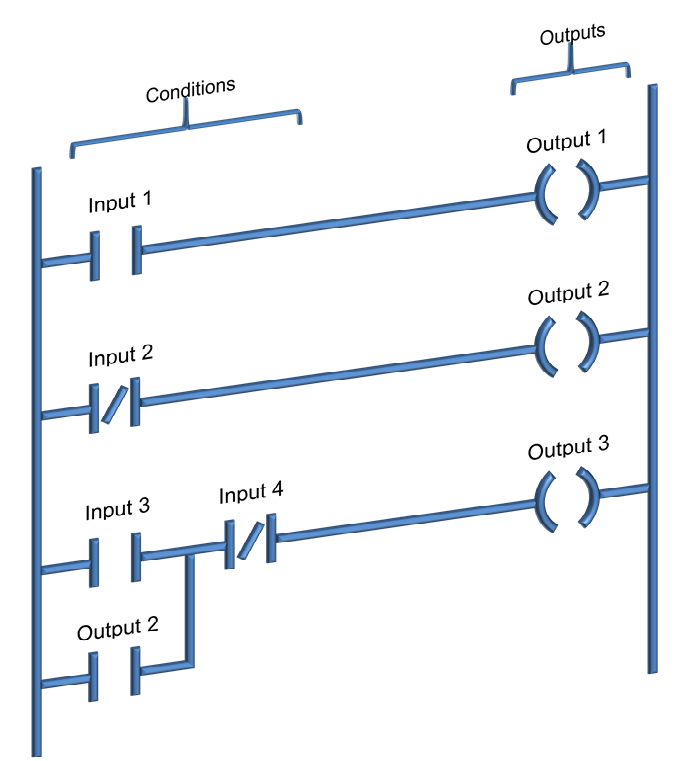
Ladder logic kullanılarak temel mantık (lojik) ve aritmetik işlemleri yaptırılabilir, zamanlayıcı blokları kullanılarak farklı cihazların farklı süreler boyunca veya gecikmeli olarak açılıp kapanması sağlanabilir, ve daha bir çok programlama işlemi ladder logic içerisinde yer alan bloklar ile gerçekleştirilebilir.
Ladder lojikte temel olarak NO (normally open, normalde açık devre) ve NC (normally closed, normalde kısa devre) kontaklar ve çıkış için coil’ler bulunur. Bellek adresleri ve fiziksel giriş/çıkışlar kontak veya coil (çıkış) olarak program içerisinde kullanılabilir. İki adet kontağın seri bağlanması lojik “ve” işlemi, paralel bağlanması ise “veya” işlemine denk düşer. Bu sayede lojik işlemleri gerçekleştirebiliriz. Ayrıca aritmetiksel toplama, çarpma ve bölme işlemleri veya on-delay timer (gecikme bloğu), adres taşıma gibi başka özel fonksiyonlar da ladder diyagramına eklenebilmektedir.
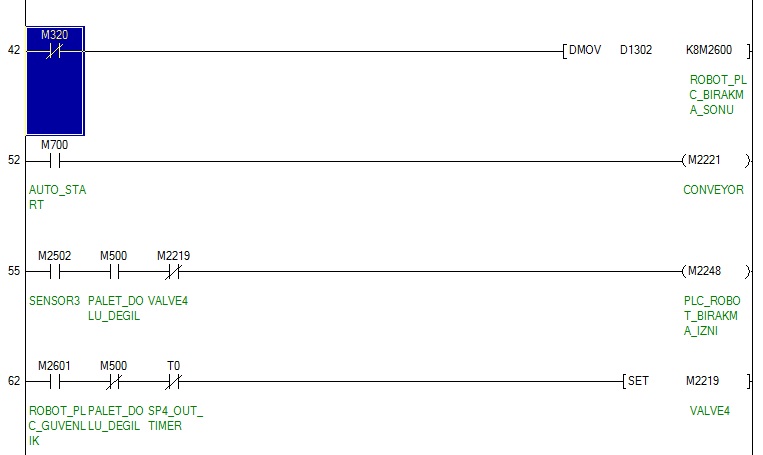
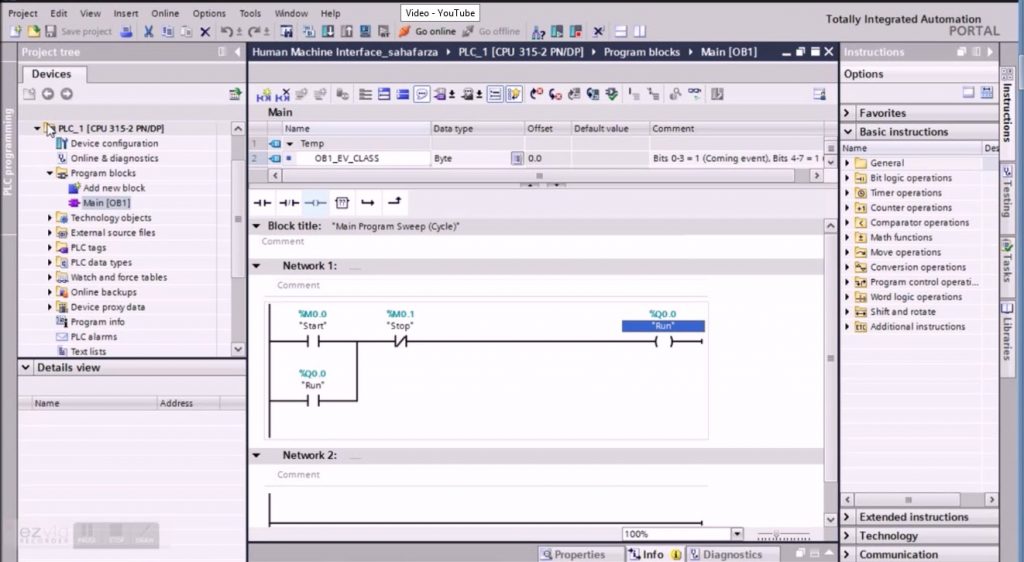
PLC programlama ile ilgili bilmemiz gereken en önemli nokta ise, her farklı markaya ait PLC’nin programlama arayüzü farklıdır ve her ne kadar defakto standart olarak ladder logic kullanılsa da, markadan markaya küçük farklılıklar mevcuttur. Örneğin Mitshubishi marka bir PLC için MT Works isimli geliştirme programını kullanmanız gerekirken, Siemens PLC’ler ile çalışıyorsanız TIA Portal isimli yazılıma ihtiyacınız olacaktır.
PLC Programlama Örnekleri
PLC’lerde ladder lojik kullanarak basit devreleri oluşturmamız mümkündür. Bunlardan en temelleri start ve stop butonları ile motor çalıştırıp/durdurma, tek butonla motor çalıştırıp durdurma, zaman rölesi devreleri, sensör okuma gibi örneklerdir.
-
Start-Stop Butonlu Kontrol Devresi:
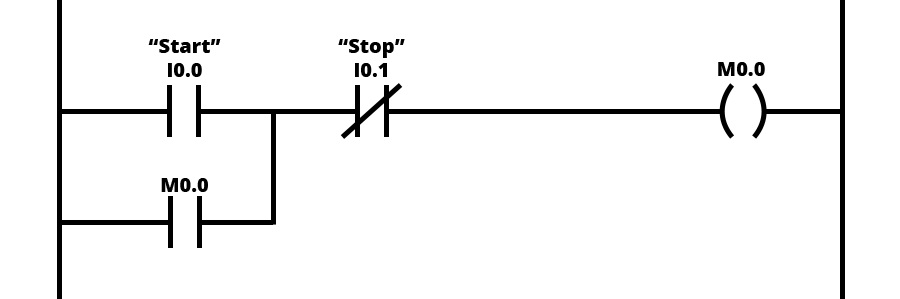
Bu örnekte PLC’mizin I0.0 girişine bir start butonu, I0.1 girişine de bir stop butonu bağlanmış durumda. M0.0 adresini de çıkışımız olarak tanımlamış durumdayız. M ile başlayan adresler, memory, yani bellekte yer alan bitleri temsil etmektedir. Programlama yaparken değişiklikleri bellekteki bir bit üzerinden yapmak ve programın en sonunda bu biti bir çıkışa taşımak her zaman için daha güvenli bir yöntem olacaktır.
Buradaki örneğimizde start butonu NO, yani normal durumda açık (sinyal kesik) olarak, stop butonu da NC yani normal durumda normal durumda kapalı olarak seçilmiştir. Sol taraftaki hattı güç sinyali, koyduğumuz kontakları ise birer anahtar olarak düşünürsek, en sağda yer alan çıkışlara gücün ulaşması için koyduğumuz anahtarların tamamından geçmesi gerekecek şekilde bir sinyal akışı gerçekleşecektir. Yani start butonu 1 olduğunda ve stop butonu 0 olduğunda, M0.0 çıkışı aktif olacak, bir kere aktif olan bu çıkış sayesinde start butonuna paralel bağlamış olduğumuz M0.0 girişi de sürekli olarak aktif kalacağından stop butonuna basılana kadar motor çalışmaya devam edecektir. Stop butonunun bir kere basılması durumunda hat kesilecek, dolayısıyla motor çalışmayı durduracaktır.
-
Tek Butonlu Açma Kapama (Toggle) Devresi:
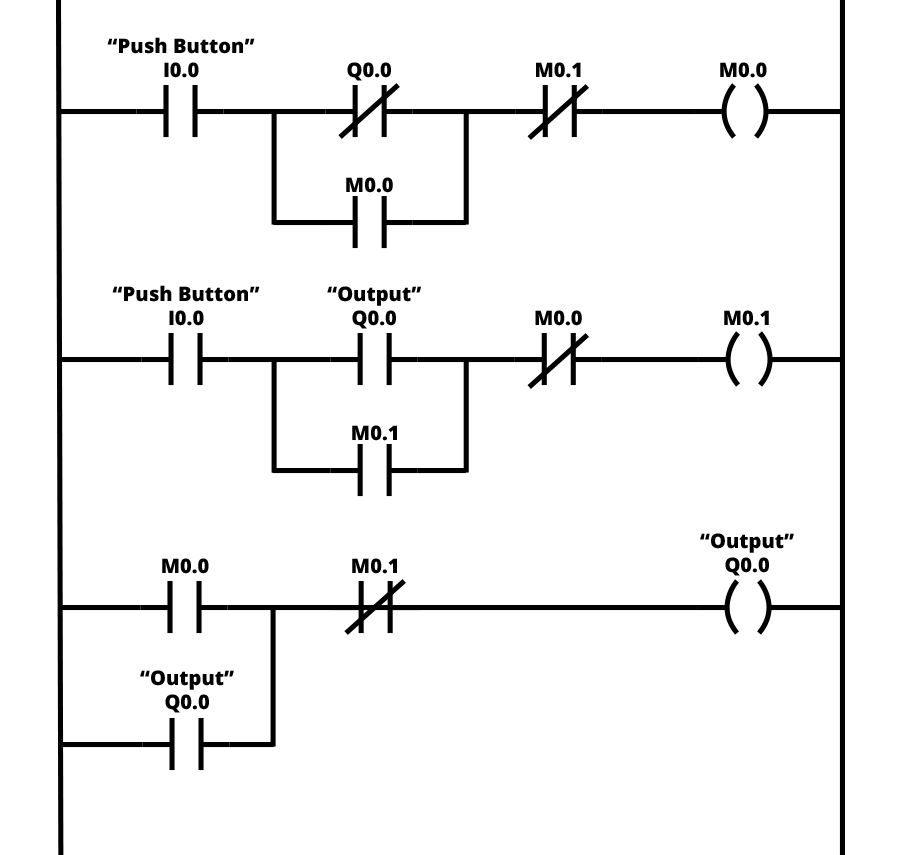
Bu örneğimizde de motoru tek bir buton kullanarak başlatıp durduruyoruz. Lojik devrelerden bildiğimiz tasarım metodlarını kullanarak çoklayıcı (multiplexer), enkoder ve dekoder gibi kombinezonsal lojik devreleri veya flip-flop gibi ardışıl lojik devreleri oluşturmamız mümkündür. Buradaki tek butonlu aç-kapa devresi de toggle flip-flop devresi ile aynı lojik işlevini gerçekleştirmektedir.
Etiket : Scada Plc , Sap2000 Kursu , Scada Plc Kursu Fiyatı, Sta4Cad Eğitimi , Xsteel Dersi , Primavera Programı , Pyhton Kursu , Scada Dersleri , Xsteel Kursu , Solidworks Eğitimi , Sap200 Eğitimi , Sta4 Cad Eğitmi , Pyhton Dersi , WinCC Scada Eğitimi , Mazak CNC Okulu , Revit Eğitimi , Revit Kursu , Mimtek Teknik Kurslar, Sap2000 Kursu ankara , Xsteel Dersi ankara , Sap2000 Kursu ankara , Sta4Cad Eğitimi ankara , Sta4Cad Eğitimi ankara , Xsteel Dersi ankara , Sta4Cad Eğitimi ankara, Xsteel Dersi ankara ,Revit Eğitimi , Revit Kursu , Mimtek Teknik Kurslar, Sap2000 Kursu kızılay, Xsteel Dersi kızılay, Sap2000 Kursu kızılay , Sta4Cad Eğitimi kızılay, , Sap2000 özel ders , Primavera özel ders , pyhton özel ders, scada özel ders, xsteel özel ders, solidworks özel ders,sap200 özel ders , sta4cad özel ders , kişisel gelişim kursları , diksiyon kursu , drama kursu , yaratıcı yazarlık kursu , sunum teknikleri kursu , seslendirme ve dublaj kursu, etkili konuşmak , etkili konuşma kursu , kodlama ve robotik , lumion,



